JSC “Perm Scientific Research Technological Institute” has a long-term experience of development and use of radial forging processes in production of high-precision semi-finished products from various steels, hardly-to-form alloys and also titanium and titanium alloys.
Advantages of radial forging technologies:
- production of forged pieces with minimal allowances and with shapes close to those of a finished part when hot forging;
- production of parts with finished sizes and given mechanical properties when cold forging;
- flexibility and quick adjustment of tools and accessories for production of other parts;
- high stock utilization ratio;
- piecework and series production options.
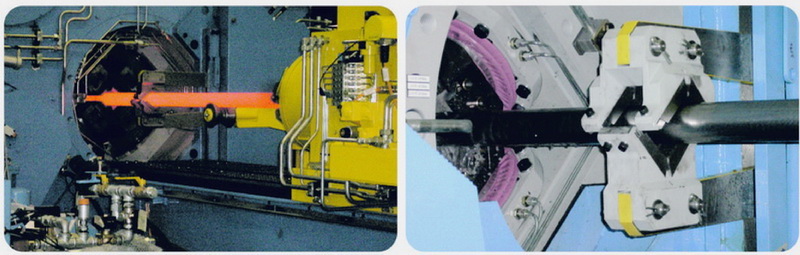
JSC “PNITI” provides services regarding parts manufacturing on the basis of hot and cold precision forming using radial forging machines.
Radial forging machine combines the advantages of two well- known systems: eccentric press machine that can be operated under heavy loads and spindle press machine, known for its high- precision tool positioning.
Technical characteristics of the radial forging machine:
| Maximum diameter of a initial piece, mm | 160 |
| Minimum diameter of a forging, mm | 12 |
| Maximum length of a tubular blank, mm | 6200 |
| Maximum length of a bar work piece, mm | 6200 |
| Maximum weight of work piece, kg | 270 |
| Maximum length of a forging, mm: – for the mechanized unloading – for the manual unloading |
5000 8500 |
| Quality of forgings | |
| Tolerance zone when hot forging: | |
| – outer diameter, no more than, mm | 0,5 |
| – internal diameter, no more than, mm | 0,4 |
| – surface roughness, no more than, Ra | 6,3 |
| Tolerance zone when cold forging: | |
| – outer diameter, no more than, mm | 0,2 |
| – internal diameter, no more than, mm | 0,1 |
| – surface roughness, no more than, Ra | 0,8 |
| Nonstraightness, no more than, mm / running meter | 0,5 |