ОАО «Пермский научно-исследовательский технологический институт» имеет многолетний опыт создания и использования процессов радиальной ковки в производстве высокоточных полуфабрикатов из различных сталей, труднодеформируемых сплавов, а также титана и титановых сплавов.
Преимущества технологии радиальной ковки:
- получение поковок с минимальными припусками приближенных по форме к готовой детали при горячем формообразовании;
- получение деталей с чистовыми размерами и заданными механическими свойствами при холодном формообразовании;
- гибкость и быстрая переналадка инструментаи оснастки для перехода на изготовление другой номенклатуры;
- высокий коэффициент использования материала (КИМ);
- изготовление от штучной до крупносерийной партии деталей.
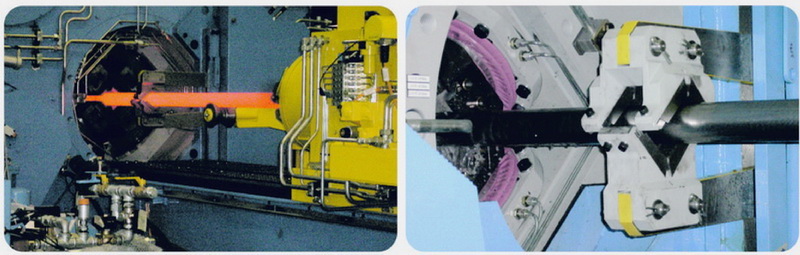
ПНИТИ оказывает услуги по изготовлению заготовок методом (способом) горячей и холодной ковки на базе радиально-ковочных машин.
Радиально-ковочная машина сочетает в себе основные преимущества двух хорошо зарекомендовавших себя систем: эксцентрикового пресса, работающего в условиях высоких нагрузок, и шпиндельного пресса, отличающегося высокой степенью точности позиционирования инструмента.
Технические характеристики РКМ
| Максимальный диаметр исходной заготовки, мм | 160 |
| Минимальный диаметр поковки, мм | 12 |
| Максимальная длина трубной заготовки, мм | 6200 |
| Максимальная длина прутковой заготовки, мм | 6200 |
| Максимальный вес заготовки, кг | 270 |
| Максимальная длина поковки, мм — при механизированной разгрузке — при ручной разгрузке |
5000 8500 |
| Качество поковок | |
| Поле допуска при горячей ковке: | |
| — наружный диаметр не более, мм | 0,5 |
| — внутренний диаметр не более, мм | 0,4 |
| — шереховатость поверхности не более, Ra | 6,3 |
| Поле допуска при холодной ковке: | |
| — наружный диаметр не более, мм | 0,2 |
| — внутренний диаметр не более, мм | 0,1 |
| — шереховатость поверхности не более, Ra | 0,8 |
| Отклонение от прямолинейности не более, мм/ п.м | 0,5 |